Other processes are rather simple and mark as a starting point for beginners. SMAW welding falls under the simple welding process, and it is one of the earliest welding techniques developed. In this article, we will have a comprehensive look at SMAW welding from all perspectives.
1. What is SMAW Welding (Stick Welding)
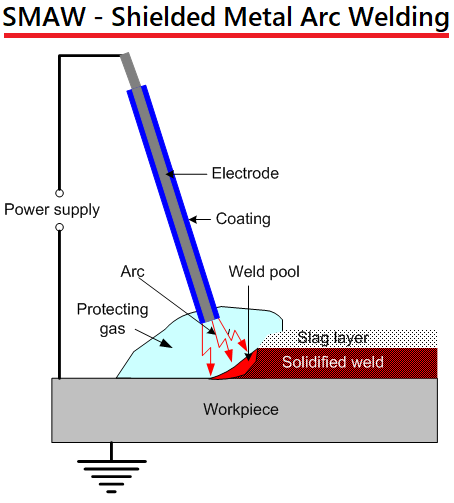
SMAW stands for Shielded Metal Arc Welding. It is a manual welding process whereby the weld is formed by utilizing the electric arc between the flux-covered electrode and the metal rod. The electric arc is responsible for generating heat and melting the electrode and the metal rod. They form a molten weld pool, and subsequently, the pool is cooled down to form the required joint. The flux coating decomposes and turns into vapors that act as shielding gas in the weld pool and forms a protective layer over the joint. This protective layer protects the joint from atmospheric contamination and makes it highly durable. SMAW welding is also known as manual metal arc welding(MMAW), stick welding and even flux shielded arc welding. Since the process is manual and the equipment required is minimal, it is one of the most popular welding processes to date. The welder has more control over the process starting from dimensions of weld bead, penetration of weld as well as spatter quantity. Moreover, SMAW is inexpensive in comparison to other welding processes such as MIG and TIG.
2. How SMAW works?
SMAW needs minimum investment behind equipment requirements. The following is a complete illustration of the working of SMAW. Process As stated earlier, the electric arc generates enough heat to melt the base metal and the top of the electrode. The welder has to set up an electric circuit consisting of the power source, an electrode with holder, workpiece, the welding cable, and the ground clamp. The power source should have a connection to both the electrode and the workpiece. As soon as the electricity starts flowing, an electric arm forms between the electrode and the workpiece. This starts generating heat, and the temperature can reach higher than 9000-degree Fahrenheit. This heat melts the surface of the workpiece as well as the tip of the electrode. Then the filler material is deposited with electrode melting. Voltage Variation The voltage needs to be varied in SMAW welding in order to control the width and height of the weld deposit. It is true that there are some welding processes where you can maintain a present voltage throughout the process. In SMAW, the welder can regulate voltage manually, and he needs to move the stick close or farther from work for the temperature regulation. Welding Current The power supply in SMAW has constant current output, which means it stays constant throughout the process. Therefore, the welders do not have to bother about current regulation, instead, they have to focus more on voltage regulation for perfect welding. Polarity In the SMAW process, reverse polarity is commonly used. There are various advantages of using reverse polarity. It ensures that you get the desired bead profile and penetration. Most importantly, it reduces the droplet deposition of molten material near the welding arc. Components
Welding machine containing arc power source An electrode with appropriate flux covering An electrode holder Adequate welding cables and connectors A workpiece (base metal) Ground clamp
Apart from these, the welder must-have safety equipment, starting from helmets and goggles to gloves and safety dresses.
3. What Is SMAW Used For?
SMAW welding finds its application in a variety of metals, starting from ductile and cast iron to carbon steel to stainless steel. Among the non-ferrous metal, SMAW is suitable for nickel and copper. Apart from direct metal, the process is applicable to alloys. SMAW is inexpensive, and the equipment is easily transportable. Welders can weld any part in indoor as well as outdoor environments. As far as industrial applications go, SMAW is quite regularly used in
Mining and pipeline projects Shipbuilding and marine projects Machinery manufacturing industry Steel fabrication and structural welding works Nuclear and aerospace projects Construction industry Locomotive and defense industry
4. Advantages of SMAW
Total Control – A welder can easily control the following parameters using SMAW, which are not possible with other welding processes at once.
Simple – Among all the other welding processes, SMAW is the simplest process to set up and operate. There is no requirement for extremely high skills and experience initially, though they are essential for perfection. Low Cost – SMAW has the lowest cost requirement for setting up the equipment in comparison to all other welding methods. To put it in percentage, it costs near 40%-50% less in equipment costing. Portable – SMAW equipment is lightweight and hence, easy to transport. The welder can work on it in any place and environment. Positional Variety – A welder can do SMAW arc welding in any position he wants to, which is not possible in other welding methods. Starting from flat and vertical position to horizontal and overhead position, all possibilities are there. It is also one of the reasons for its versatile application. Less Requirements – There is no need for shielding gas during the process. The process is not sensitive to air, and hence, no special arrangement is required. Alternate Power Supply – While almost all other welding processes cannot run without electricity, SMAW can run on gasoline and diesel. Therefore, it is applicable in those remote areas where electricity is not available.
5. Disadvantages of SMAW
Low Productivity Rate – Since the entire SMAW process is manual, the productivity level is low, unlike other welding processes that are either semi-automatic or automatic. Therefore, the deposition per unit time is going to be lower. Cleanup – Splatter formation is higher in SMAW than in other welding processes. Hence, you have to spend some time cleaning up the slag and splatter after the welding process is over. Heat and Spark – SMAW produces more heat and spark than other welding processes. Since the process is manual, the welder is subjected to harmful gases and particles. Welding Halts – If the welding needs thicker deposition and the welding area is long, one needs to halt welding in between to replace the electrode when it reaches the last 2 inches. If the halts are long, the welding will not be uniform and there could be issues in the welded part in the future.
Conclusion
There is no doubt that SMAW is the most popular welding method, especially for ferrous metals and alloys. Even though the process is simple, it takes considerable skill and experience to achieve perfection consistently. Always remember to take safety precautions as the entire process is manual and involved a considerable amount of risk when distracted during the process. Comment * Name * Email * Website
Δ
![]()
![]()
![]()
![]()
![]()

